
Équipement et technologie
Les usines de Palmako AS sont dotées des machines provenant des meilleurs fabriquant reconnus tel que : Weinig, AMD, Grecon, Rex, Minda, Harko. Ces machines ont été spécialement étudiées pour la production de Palmako afin d’optimiser le rendement et la qualité. Au fil des années, Palmako AS a investi plus de 45 millions d'euros dans les meilleures technologies.
Le système de gestion de la qualité de Palmako AS couvre les processus de production en entier et assure la conformité du produit final avec les exigences de qualité établies. La gestion de notre processus qualité est couverte par notre logiciel d’entreprise. Celui-ci prend en compte toutes les étapes, nous permettant d'observer et d'évaluer les données afin d’optimiser la gestion de la production, du stock, et de la logistique.
Dans les unités de production, nous utilisons la méthode d’organisation 5S – Supprimer, Situer, Faire Scintiller, Standardiser, Suivre.












Le traitement, un avantage pour la protection de votre bois
Pour prolonger la durée de vie du produit, et pour préserver son aspect attirant, il est recommandé de traiter le bois naturel avec un produit de protection du bois aussi tôt que possible. Après un certain temps, le bois non traité va devenir naturellement grisâtre et va bleuir et moisir. Traiter le bois, avec un produit préventif, le protège efficacement contre les champignons et les insectes xylophages. C’est la raison pour laquelle, il est recommandé d’utiliser les services de traitement des produits de Palmako AS. Un traitement signifie que vous n’avez pas besoin de traiter vous-même les surfaces avec un apprêt et une sous-couche. Selon le type de produits, Palmako est capable d’effectuer le traitement de différentes manières.






Bain de traitement
Les abris et les articles de grande taille peuvent être commandés traités avec le liquide de traitement hydrosoluble Axil 3000 P de Sarpap & Cecil industries, garantissant un traitement dans les classes 1-3. Outre les composants protégeant le bois contre les dommages biologiques et les UV, cet apprêt contient l’un des trois pigments suivants : marron, gris vintage et transparent. Les deux premiers fournissent une couleur originale à votre produit tandis le trempage translucide correspond plus à un apprêt classique. Il est nécessaire d’appliquer une peinture dessus. Les pigments s’estompent au fil du temps, mais cela n’a aucun impact négatif sur la performance du traitement.
Le processus de traitement comprend l’immersion du produit en entier dans un bain de liquide de traitement pendant environ 30 minutes, permettant au liquide de pénétrer dans chaque élément. Le produit est ensuite laissé sécher à l’air libre avant d’être emballé.
Le traitement par bain permet au produit de traitement de pénétrer les zones inaccessibles lors de l’application conventionnelle au pinceau. Pour garantie la meilleure protection contre les UV, la saleté et les dégâts, une couche de finition devrait être appliquée aussi tôt que possible. Veuillez suivre les instructions du fabricant de la peinture. Au moins 2 couches de finitions doivent être appliquées sur le bois traité. N’oubliez surtout pas que le bois doit être sec avec de le peindre.
Peinture
L’investissement de Palmako AS dans une technologie moderne de peinture lui permet de peindre en blanc certains de ses produits les plus petits, comme les clôtures et les poteaux. Il est également possible aujourd’hui de peindre les produits en gris, grâce à une chambre de pulvérisation. L’humidité de la salle de peinture est contrôlée, afin d’atteindre le meilleur environnement pour peindre. Après l’application de la peinture, les produits transitent dans une chambre de séchage longue de 30 mètres permettant d’ajuster et d’observer le processus de séchage.
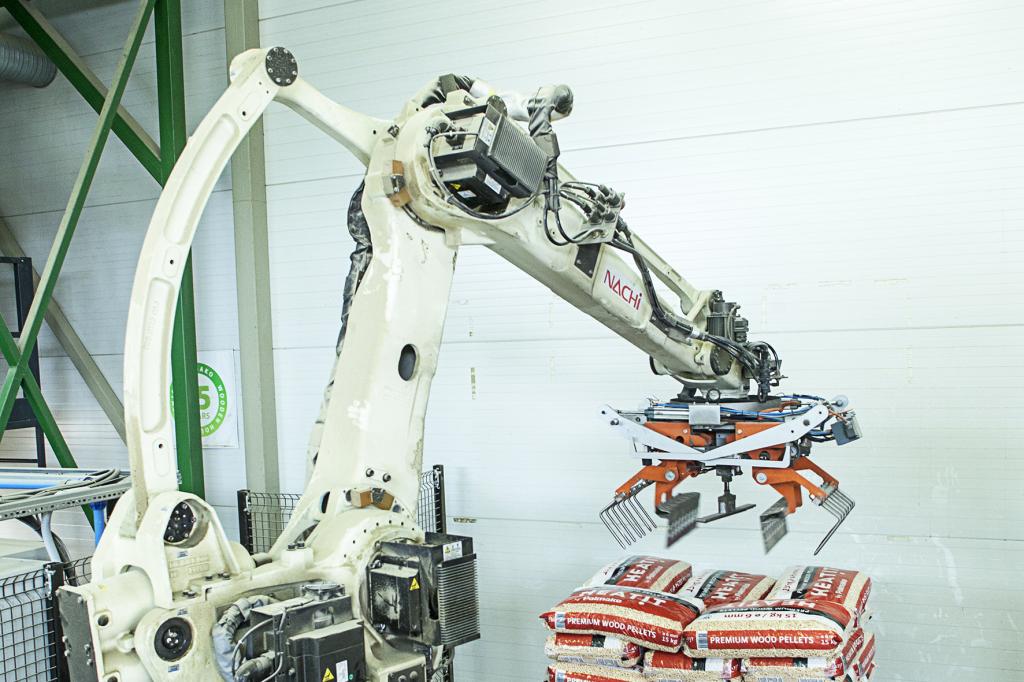
Les articles plus gros, tels que les panneaux de clôture, sont enveloppés de film thermorétractable une fois peints.
L’emballage avec un film thermorétractable permet à nos produits de ne plus craindre les dommages extérieurs causés par les saletés ou l’humidité. Il est difficile d’endommager ces emballages, les rendant parfaits pour le transport. De plus, l’emballage reste attractif et en bon état jusqu’au client.











Traitement en autoclave (imprégnation)
Afin d’allonger la durée de vie du bois, les produits d’imprégnation Impralit®-KDS (HC3, HC4) et Embalit (HC3) sont utilisés pour son traitement.
L’agent d’imprégnation pénètre profondément dans les cavités des cellules du bois, grâce à la pression et au vide d’air. Sous la pression, l’air est évacué et les cavités sont alors remplies avec la solution d’imprégnation. Ce procédé est adapté suivant plusieurs critères, le type de bois, l’environnement et le résultat souhaité. Dans l’ensemble, le bois de Palmako est traité conformément à la norme européenne EN351-1 répondant aux classes de risque HC2, HC3 et HC4.
Les produits traités en vert ou marron le sont avec l’agent d’imprégnation Impralit®-KDS de Rütgers Organics GmbH. Le produit à base d’eau, sans chrome, est utilisé pour la prévention des attaques d’insectes, de la pourriture molle et de la décomposition provoquée par les champignons. Il offre aussi une protection temporaire contre le bleuissement et la moisissure. Embalit P/Embacolor CG de Hoetmer b.v. est un agent d’imprégnation de couleur grise utilisant le propiconazole comme principe actif. Le bois traité avec celui-ci ne contient pas de métaux lourds et peut être utilisé pour la classe de risque 3. Il protège le bois de la pourriture et le préserve pour de longues années.
Procédure

Le bois est inséré dans l’autoclave, la mise sous pression commence.
L'air et l'humidité sont retirés des fibres du bois.

L’autoclave est rempli avec l’agent d'imprégnation.

Le liquide pénètre dans le bois grâce à la pression hydraulique appliquée.

L’autoclave est vidé.

Une nouvelle mise sous pression est effectuée afin d’évacuer le liquide d'imprégnation inutile.







